How to Choose Diamond Wheel Grit Size for Glass, Ceramic & Tungsten Carbide
Confused about diamond wheel grit selection for glass, ceramic and tungsten carbide machining? Our complete grit size guide covers rough grinding, semi-finishing & mirror polishing to cut scrap rates and extend wheel lifespan. Get free custom grit advice from PremiumCN’s engineering team.
Introduction
Selecting the correct diamond wheel grit size directly determines machining yield, workpiece surface quality and your overall production cost when processing glass, advanced ceramics and tungsten carbide. Mismatched diamond grit will easily result in cracked scrap components, shortened wheel service life and unnecessary manufacturing losses. As a professional manufacturer specializing in custom diamond grinding wheels, PremiumCN delivers application-tailored abrasive solutions to boost your grinding efficiency and finished part consistency.
Understanding Diamond Wheel Mesh Grit Standards
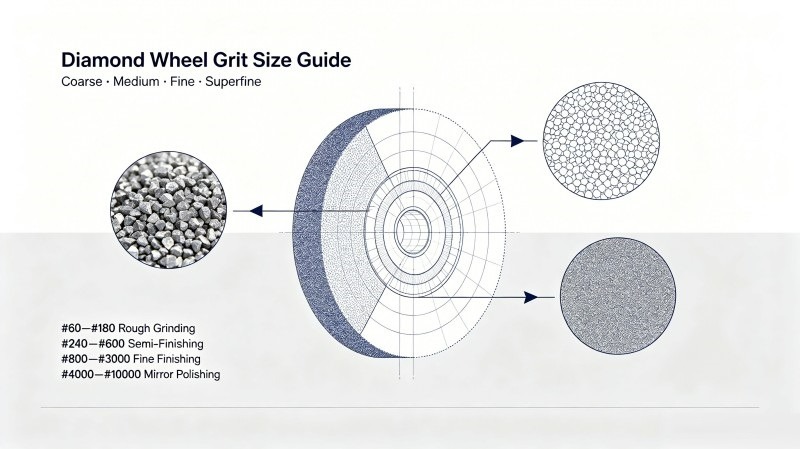
Before picking a grinding wheel for your production line, you must master international mesh-based diamond grit classification rules. Diamond grains are split into four core grades for distinct grinding stages: coarse, medium, fine and superfine.
Coarse grit features larger diamond particles to maximize stock removal during rough shaping. Medium grit balances cutting speed and surface smoothness for semi-finishing. Fine & superfine grits remove micro-scratches to deliver precision mirror finishes. This tiered grit system is the core reference for all glass, ceramic and carbide grinding scenarios.
Section 1: Grit Size Selection for Optical & Borosilicate Glass Machining
Glass (optical lens, borosilicate blank, thin glass substrate) is highly brittle and prone to edge chipping, so grit grading must strictly separate rough grinding, semi-finishing and mirror polishing stages:
Rough blank shaping: #120–#240 coarse grit paired with a metal bond diamond wheel for stable heavy stock removal without grain shedding;
Semi-finishing curved glass contours: #400–#800 medium grit resin or vitrified bond wheel to eliminate deep grinding lines;
Ultra-precision mirror polishing: #3000–#8000 fine/superfine resin bond diamond wheel to meet optical transparency standards.
The most frequent factory error is applying overly coarse grit on thin glass workpieces. This creates severe edge breakage, high scrap rates and extra rework expenses.
Section 2: Grit Matching Rules for Alumina & Zirconia Advanced Ceramics
Alumina and zirconia ceramic parts — especially medical ceramic implants — demand strict grit selection to avoid cracking and achieve biocompatible ultra-smooth surfaces.
Rough forming ceramic blanks: #80–#180 medium-coarse sintered metal bond diamond wheel for fast material removal;
Semi-finishing structural ceramic components: #320–#600 medium grit resin bond wheel to prevent thin wall fracture;
Finishing medical ceramic implants: #1500–#5000 superfine electroplated diamond wheel to minimize surface roughness.
Wheel clogging is a widespread pain point in ceramic grinding. A specially structured ceramic grinding diamond wheel with open grain spacing effectively clears ceramic chips and maintains consistent cutting performance during mass production.
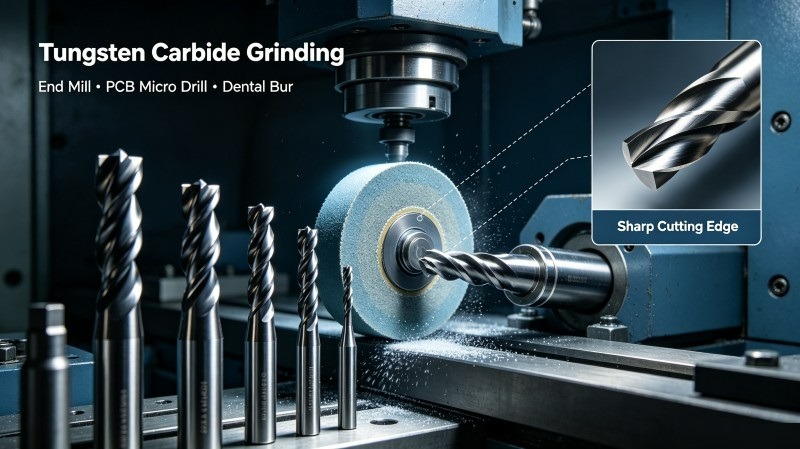
Section 3: Grit Selection for Tungsten Carbide Cutting Tools
Tungsten carbide workpieces include end mills, PCB micro drills and dental burs, with separate grit standards for flute roughing and sharp cutting edge finishing:
Flute roughing carbide blanks: #100–#180 medium coarse metal bond diamond wheel for fast stock removal on oversized carbide stock;
Semi-finishing tool flutes: #240–#400 medium vitrified bond wheel to reduce burr formation;
Precision cutting edge finishing: #1000–#3000 fine resin bond diamond wheel to polish razor-sharp edges and extend the finished carbide tool’s service life.
This tiered grit pairing reduces secondary polishing steps and improves finished tool performance significantly.
Additional Key Factors That Impact Grit Selection
Your ideal diamond wheel grit size cannot be decided by workpiece material alone. Four critical variables will adjust your final grit choice:
Workpiece thickness: Thin fragile substrates (thin optical glass, miniature medical ceramics) require one grade finer grit to avoid cracking;
Production batch volume: High-volume mass production prioritizes slightly coarser grit to raise throughput; small-batch precision processing uses finer grit for one-step smooth finishing;
Grinder spindle speed: Low-speed grinding machines need coarser diamond grit to retain sufficient cutting power;
Bond & grit concentration matching: Coarse grains perform best with metal bond wheels, while superfine grits pair optimally with resin or vitrified bond diamond wheels.
Conclusion
Matching the correct diamond wheel grit size to your glass, ceramic or tungsten carbide workpiece is the most cost-effective way to cut scrap loss, extend wheel lifespan and boost finished product quality.
If you struggle to confirm the ideal grit specification for your unique production workflow, reach out to PremiumCN’s in-house engineering team for free customized technical consultation and grit matching recommendations. We manufacture full lines of resin bond diamond wheels, metal bond grinding wheels, vitrified abrasive tools and fully custom diamond grinding wheels to meet precision machining demands for manufacturers across Europe, North America and Southeast Asia.