Vitrified Diamond Wheel for Walter Grinder: Selection & Operation Guide for Carbide & PCD Tools
Custom vitrified diamond wheels for Walter CX, CHD five-axis tool grinders. Stable profile, anti-clog, long service life for carbide end mills and PCD cutters. Free drawing quotation available.
End CTA
If you need durable vitrified diamond wheels for Walter CX / CHD / ABN grinders, send your machine model, workpiece material and wheel drawings. We will offer free technical matching and quotation within 24 hours.


1. Why Vitrified Diamond Wheels Fit Walter CNC Grinders
Walter CX, CHD five-axis grinders are widely used for mass production of carbide, PCD and PCBN cutting tools. Resin and metal bond wheels cannot meet long-term automatic production demands, while vitrified diamond wheels solve three core workshop pain points:
Superior profile retention
Vitrified ceramic binder features high rigidity and thermal stability. Under Walter’s high-speed continuous grinding, the wheel shape barely deforms, keeping tolerance within ±0.003mm for thousands of workpieces and reducing frequent truing. Resin wheels soften with heat and lose contour fast; metal wheels glaze easily.
Good self-sharpening & anti-loading
Porous vitrified matrix makes dull diamond grains fall off naturally. No clogging when grinding tungsten carbide, cutting cycle time by 20%-30%.
High temperature resistance
Walter spindles can reach 80m/s. Vitrified bonds resist grinding heat effectively, avoiding workpiece burning, edge chipping and thermal cracks on PCD tools.


2. Common Wheel Shapes Matching Walter Machines
We customize full profiles compatible with all mainstream Walter grinders:
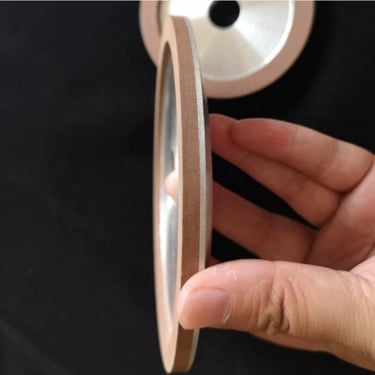
11V9 saucer wheel (φ50–200mm): Standard for flute grinding & peripheral relief of carbide end mills
1A1 straight wheel: Flat grinding for carbide inserts
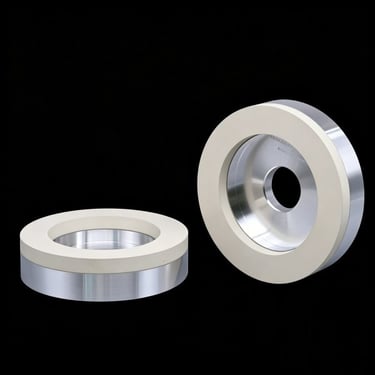
6A2 cup wheel: Edge finishing & chamfering for PCD tools
Custom formed wheels: For special step drills and aerospace forming cutters
All inner holes fit Walter standard flanges; we adjust size based on your spindle parameters.
3. Grit & Concentration Matching Different Machining Scenarios
Mass carbide milling tools (Walter CX)
Rough fluting: 100#–150#, concentration 100%-125%; Finish grinding: 200#–300#
Medium porosity reduces dressing frequency to once every 2–3 shifts.
PCD/PCBN tools (Walter CHD)
Fine grit 240#–400#, concentration 75%-100%. Low-temperature vitrified formula prevents PCD graphitization.
Micro tiny tools
400#–800# ultra-fine grit, low concentration 50%-75% thin-wall wheel to avoid tool breakage.


4. Dressing & Usage Tips for Walter Grinders
Use full synthetic coolant with sufficient flow to extend wheel life.
Auto dresser parameters: Single dressing depth ≤0.02mm, traverse speed 0.01–0.03mm/r to prevent wheel cracking.
Set automatic wear compensation every 50 pieces to keep consistent batch size.
Store wheels separately with protective pads; vitrified bond is brittle against heavy impact.


5. Workshop Cost Comparison Case
A European tool factory with 3 Walter CX grinders switched from resin wheels to our vitrified diamond wheels:
Resin wheel: 1 shift service life, 4 dressings daily, 4.2 mins per workpiece
Vitrified wheel: 3 shifts service life, dressing every 3 days, 3.1 mins per workpiece
Daily output increased by 28%, monthly abrasive & labor cost cut by 42%.
6. Custom Vitrified Diamond Wheels from PremiumCN
We tailor vitrified diamond & CBN wheels exclusively for Walter five-axis grinders:
Custom grit, concentration, porosity and bond formula per your machine & workpiece
Strict profile tolerance for unmanned automatic production lines
Small samples & bulk orders supported, 7-day fast sample delivery
Professional grinding engineers provide free parameter optimization support